Neues 3D-Druck Material PET-G
Schon seit längerem hört man in der 3D-Druck Szene von einem neuen druckbaren Material, das bessere Eigenschaften als das von uns bisher verwendete PLA (Polymilchsäure) haben soll, aber in der Verarbeitung nicht giftig wie das in der Industrie verwendete ABS ist.
Die Rede ist von PET-G, also Polyethylen, wie es für Mineralwasserflaschen und deren Vorgänger, die PETlinge verwendet wird, das aber für eine bessere Druckbarkeit zusätzlich mit Glykol versetzt wurde.
Glücklicherweise findet man im Internet inzwischen viele Erfahrungsberichte aus der 3D-Druck Community, so dass man nach reichlicher Lektüre von den schlimmsten Fehlern verschont bleibt.
Da PET-G auf Glas teilweise so gut haftet, dass es beim Ablösen nach dem Druck Stückschen aus dem Glas reißt, haben wir zunächst das Glasdruckbett entfernt und die Druckmatte, die unseren Ender3 Drucker von Hause aus beilag, wieder reaktiviert und eingebaut.
Im nächsten Schritt wurde wie bei neuen Materialien oder neuen Herstellern üblich ein Heattower gedruckt, um die Druckergebnisse bei unterschiedlichen Drucktemperaturen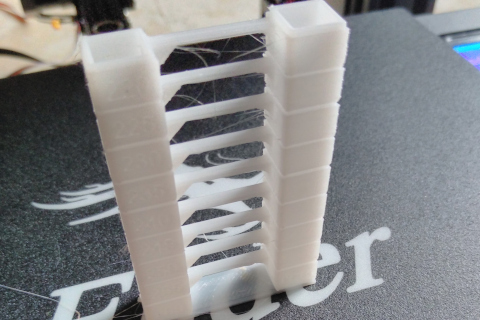 zu vergleichen. Sehr erfreut waren wir, als wir bereits nach den ersten Schichten bemerkten, dass unsere Druckbetttemperatur von 60°C offenbar für eine wunderbare Haftung auf dem Druckbett sorgte.
zu vergleichen. Sehr erfreut waren wir, als wir bereits nach den ersten Schichten bemerkten, dass unsere Druckbetttemperatur von 60°C offenbar für eine wunderbare Haftung auf dem Druckbett sorgte.
Der Heattower des users stoempie von thingiverse beginnt mit einer Temperatur von 260°C und wir pro Ebene um 5°C kühler gedruckt, bis man den obersten Würfel schließlich mit „nur noch“ 220°C druckt. Da der Hersteller des von uns verwendeten Filaments eine Temperatur von 220°C bis 250°C empfiehlt, passte das wunderbar zusammen.
Nachdem der Druck abgekühlt war ging es ihm „an den Kragen“. Mit einer Zange wurde nun jede Etage auseinandergebrochen um zu sehen, bei welcher Temperatur nicht mehr die dünnste Stelle zwischen zwei Würfeln riss, sondern der Würfel selber zerbrach. Bei dieser Temperatur kann man nun davon ausgehen, dass die geschmolzenen Filament schnüre stark genug miteinander verbacken sind. Unser Heattower zeigt dieses Verhalten bei dem Würfel, der mit 240°C gedruckt wurde.
mehr die dünnste Stelle zwischen zwei Würfeln riss, sondern der Würfel selber zerbrach. Bei dieser Temperatur kann man nun davon ausgehen, dass die geschmolzenen Filament schnüre stark genug miteinander verbacken sind. Unser Heattower zeigt dieses Verhalten bei dem Würfel, der mit 240°C gedruckt wurde.
Als nächstes ging es mit den gefundenen Einstellwerten an den Foltertest für jeden 3D-Drucker: das Benchy wurde gedruckt! Beim Benchy handelt es sich um ein kleines Boot, das so ziemlich jeden 3D-Drucker an seine Grenzen bringt und dem Benutzer aufschlussreiche Informationen liefert. So müssen beispielsweise rechteckige und runde Überhänge ohne Stützstrukturen gedruckt werden, es gibt große glatte Außenflächen, bei denen sich kleinste Zitterbewegungen des Druckkopfes bemerkbar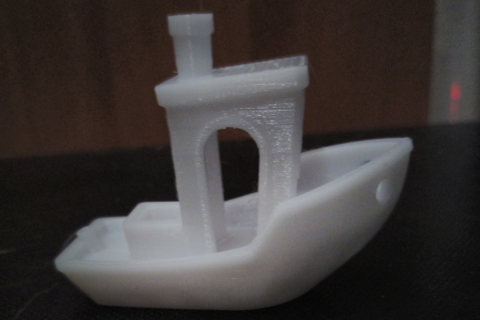 machen, winzige Schriften sind am Heck des Bootes angebracht und mit Hilfe einiger Zylinder und Quader auf dem Schiff kann die Maßhaltigkeit kontrolliert werden. Nachdem der Ender3 das Benchy mit dem neuen Material bei einer Temperatur von 240°C gedruckt hatte, zeigte sich ein perfektes Ergebnis! Lediglich ein minimales Stringing im Inneren der Kajüte war auszumachen.
machen, winzige Schriften sind am Heck des Bootes angebracht und mit Hilfe einiger Zylinder und Quader auf dem Schiff kann die Maßhaltigkeit kontrolliert werden. Nachdem der Ender3 das Benchy mit dem neuen Material bei einer Temperatur von 240°C gedruckt hatte, zeigte sich ein perfektes Ergebnis! Lediglich ein minimales Stringing im Inneren der Kajüte war auszumachen.
Um herauszufinden, ob sich das Nachfließen des Kunststoffs bei weiten Verfahrwegen bei einer tieferen Temperatur weiter unterdrücken lässt, wurde im Anschluss gleich ein zweiter Benchy bei 235°C gedruckt. Im Ergebnis zeigten sich dann allerdings keine Unterschiede.
Und wie es der Zufall so will wurden wir just als wir mit den Einstellarbeiten fertig waren 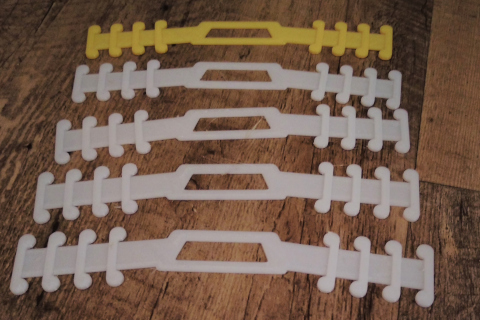 vom der Notaufnahme des Klinikums Kulmbach angefragt, ob wir 10 Nackenbänder für die Krankenschwestern und Pfleger drucken können, um den Zug, den die Gummibänder der OP- bzw. FFP2-Masken auf deren Ohren ausüben, zu vermeiden. Das taten wir dann gerne um einerseits den Klinikumsmitarbeitern zu helfen und andererseits auch um an einem ersten längeren Testdruck unsere eingestellten Parameter weiter zu verifizieren. Im Bild sieht man die vier weißen Nackenhalter aus PET-G und einen gelben aus dem vorher verwendeten Druckmaterial PLA (Polymilchsäure).
vom der Notaufnahme des Klinikums Kulmbach angefragt, ob wir 10 Nackenbänder für die Krankenschwestern und Pfleger drucken können, um den Zug, den die Gummibänder der OP- bzw. FFP2-Masken auf deren Ohren ausüben, zu vermeiden. Das taten wir dann gerne um einerseits den Klinikumsmitarbeitern zu helfen und andererseits auch um an einem ersten längeren Testdruck unsere eingestellten Parameter weiter zu verifizieren. Im Bild sieht man die vier weißen Nackenhalter aus PET-G und einen gelben aus dem vorher verwendeten Druckmaterial PLA (Polymilchsäure).
Den Trägerinnen und Trägern der Nachenbänder kommen noch zwei weitere Eigenschaft des neuen Materials PET-G zugute: erstens ist das Material schlagfest er als PLA, die Nackenbänder werden also länger halten und zweitens ist das neue Material wesentlich biegsamer als das alte, was den Tragekomfort durch das bessere Anschmiegen an den Nacken deutlich erhöht! Im Bild links sieht man einen Vergleich der Biegsamkeit bei gleicher Kraftwirkung auf die Nackenbänder, wobei das gelbe PLA Material bald abgeknickt wäre, während das weiße PET-G noch deutlich mehr gebogen hätte werden können.
er als PLA, die Nackenbänder werden also länger halten und zweitens ist das neue Material wesentlich biegsamer als das alte, was den Tragekomfort durch das bessere Anschmiegen an den Nacken deutlich erhöht! Im Bild links sieht man einen Vergleich der Biegsamkeit bei gleicher Kraftwirkung auf die Nackenbänder, wobei das gelbe PLA Material bald abgeknickt wäre, während das weiße PET-G noch deutlich mehr gebogen hätte werden können.
Alles in Allem lässt sich festhalten, dass die Druckerei mit dem neuen Material PET-G ein voller Erfolg war und wir auch in Zukunft auf Grund der besseren Eigenschaften verstärkt mit diesem Material drucken werden.
Dort bin ich auch der MINT-Beauftragte, betreue die Robotik AG und das MGF-Lab, bin Fachbetreuer für Physik und Sammlungsleiter sowie der Strahlenschutzbeauftragte, betreibe die Amateurfunk-Schulstation DK0MGF und führe eine Junior-Ingenieur-Akademie der Deutsche Telekom Stiftung.
- Neues Schuljahr – neues Linux - 19. November 2023
- Mehrfarbdruck ausprobiert - 19. November 2023
- Kulmbacher BRK sagt Danke! - 19. November 2022